
Erreur de format d'e-mail
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd


Combien de cavités dois-je intégrer à mon moule moulé?
Géométrie et exigences de qualité difficilesAvec chaque cavité supplémentaire, le coureur et le système de ventilation devient plus difficile à concevoir. Le lanceur de sorts concevra le coureur pour remplir chaque cavité en même temps. Même avec la modélisation informatique moderne, il est très difficile d'optimiser les coureurs et les systèmes de ventilation sur les matrices de grande cavité. Le lanceur de matrices peut conseiller contre des cavités plus élevées lorsqu'elle compromet la qualité.Utilisation annuelle
Notre exemple précédent a présenté une moulage à volume élevé à 500 000 pièces par an. L'économie change lorsque la pièce est un volume inférieur. Disons que le volume est de 15 000 pièces par an et une durée de vie de projet de 5 ans. Dans cet exemple, le coût du projet le plus bas est une matrice de 2 cavité.
cavités
- Eau
- 15 000
- 30
40
Eau
50
62.5
41.7
26.0
0,83 $
0,69 $
0,52 $
Coût d'outillage initial
|
|
5 |
1.0 |
Remplacement |
| coût de la cavité |
40 000,0 $ |
60 000,0 $ |
80 000,0 $ |
| 100 000 $ |
145 000 $ |
145 000 $ |
145 000 $ |
| 190 000 $ |
62 500 $ |
52 083 $ |
39 063 $ |
| 162 500 $ |
197 083 $ |
229 063 $ |
Chaque projet de casting est unique. Il est important de passer en revue les scénarios avec votre lanceur de dépérissement avant de commencer votre projet. Chez Seipo, notre personnel des ingénieurs de vente et d'outillage peut vous guider dans la bonne direction. Contactez-nous pour votre prochain projet de casting! |
| Coût de la machine / heure |
200 $ |
250 $ |
300 $ |
| Coût de la pièce sans métal |
.83 $ |
.69 $ |
.52 $ |
| Coût d'outillage |
60 000 $ |
85 000 $ |
110 000 $ |
| Le rendement de la vie en outils en morceaux: 100 000 coups / 5% de ferraille |
190 000 |
380 000 |
760 000 |
| Vie ou projet |
5 ans |
5 ans |
5 ans |
| Nombre de cavités de remplacement requises |
14 |
7 |
1.0 |
| Coût total d'outillage de projet |
520 000 $ |
420 000 $ |
280 000 $ |
| Coût total de casting de projet |
2 075 000 $ |
1 725 000 $ |
1 300 000 $ |
| Coût total du projet |
2 595 000 $ |
2 145 000 $ |
1 580 000 $ |
Lorsque vous faites référence au graphique ci-dessus, il est évident que, bien que le dépérissement de 8 cavitaires ait le coût d'outillage initial le plus élevé, il a le coût global le plus bas pour le projet. Chaque fois que les cavités de remplacement sont construites, elles doivent être échantillonnées et approuvées par PPAP. Ce processus ajoute également des coûts supplémentaires qui devraient également être pris en compte.
En règle générale, la maximisation du nombre de cavités réduit le prix de la pièce et le coût global du projet. Cependant, l'économie peut changer à mesure que la taille de la machine augmente.
Les machines de 400 tonnes à 1000 tonnes sont très courantes dans l'industrie du casting. Le tonnage machine 1200 à 4500 est moins courant et est généralement utilisé pour les travaux automobiles à volume élevé. 1200 à 4500 machines sont beaucoup plus chers à acheter et à exploiter, ce qui augmente le coût. La plupart de ces machines ont été achetées pour produire spécifiquement une grande coulée telle qu'un bloc moteur ou un plâtre de transmission. Bien qu'il puisse être possible de construire une décharge de 50 cavité de votre pièce pour fonctionner sur une machine de 3000 tonnes, ils sont généralement réservés à de grandes pièces moulées à volume élevé.
Complexité du casting
La complexité du casting aura un impact sur votre décision de plusieurs manières. Le nombre de diapositives, les tolérances dimensionnelles et la géométrie de la coulée doivent être prises en compte.
Nombre de diapositives
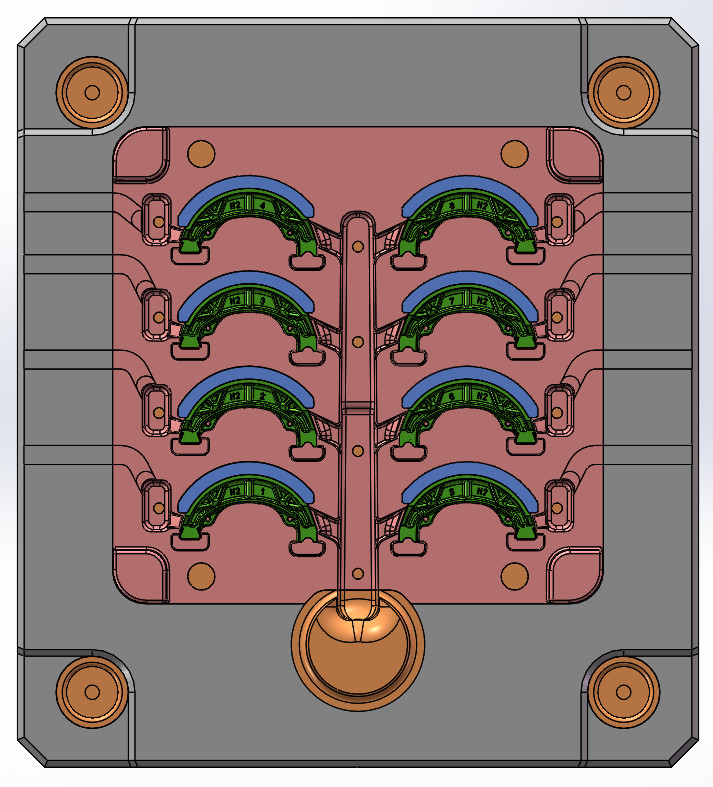
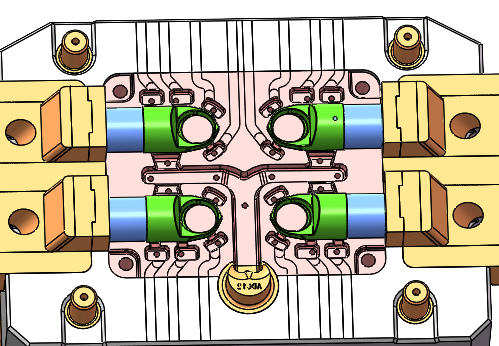
Si la coulée a plusieurs cœurs de diapositive, il limitera le nombre de cavités qui peuvent être utilisées. Les mécanismes de diapositive mobiles consomment de l'espace dans la matrice et créent une contrainte physique sur la cavitation.
Cette conception montre une matrice de 2 cavité avec 4 diapositives sur chaque cavité. Bien qu'une déduction de 4 cavité soit possible, les complications créées pendant la production peuvent l'emporter sur les avantages. Une cavitation supérieure à 2 cavités ne doit être prise en compte que si l'exploitation de plusieurs matrices est requise simultanément pour répondre à la demande.
Contrôle dimensionnel
Chaque cavité supplémentaire dans la matrice ajoute au défi de la cohérence dimensionnelle. Supposons que votre casting ait 4 fonctionnalités qui nécessitent une tolérance serrée à maintenir. Ceci est très gérable dans une matrice de 2 cavité avec un total de 8 caractéristiques critiques par cycle de machine. Si vous construisez un dé à 8 cavité, vous avez 32 caractéristiques critiques pour contrôler chaque cycle. Bien que cela puisse être accompli, cela nécessite souvent une maintenance de la matrice beaucoup plus fréquente, ce qui ajoute le coût. Cela est particulièrement vrai lorsque chaque cavité a une ou plusieurs toboggans.
|
|
|
|
|
| 5 |
1.0 |
Remplacement |
|
| coût de la cavité |
40 000,0 $ |
60 000,0 $ |
80 000,0 $ |
| 190 000 $ |
|||
| 162 500 $ |
|||
| Coût de la machine / heure |
200 $ |
250 $ |
300 $ |
| Coût de la pièce sans métal |
|||
| 60 000 $ |
85 000 $ |
110 000 $ |
|
| Le rendement de la vie en outils en morceaux: 100 000 coups / 5% de ferraille |
190 000 |
380 000 |
760 000 |
| Vie ou projet |
|||
| Nombre de cavités de remplacement requises |
|||
| |
|||
| Coût total d'outillage de projet |
|||
| Coût total de casting de projet |
|||
| Coût total du projet |