
Erreur de format d'e-mail
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd



Plusieurs points qui doivent être notés pour une utilisation des acteurs
3). Préparation du lubrifiant
A. Huile du système de perte de Full 85% -90% + graphite 10% -15%;
B. Huile Heavy: 100%;
C.Paraffin 30% + cire jaune 30% + huile en vaseline 14% + graphite 26%;
D.graphite 25% + glycérine 20% + verre d'eau 5% + eau 50%;
4). Des questions qui doivent être notées lors de l'utilisation du lubrifiant
A.Lubricant peut être utilisé sur la cavité type et la surface de la partie mobile;
B. La quantité de pulvérisation du monde doit être moindre à chaque fois, et pour être uniforme, il est préférable de former un film sur la surface de type après la pulvérisation.
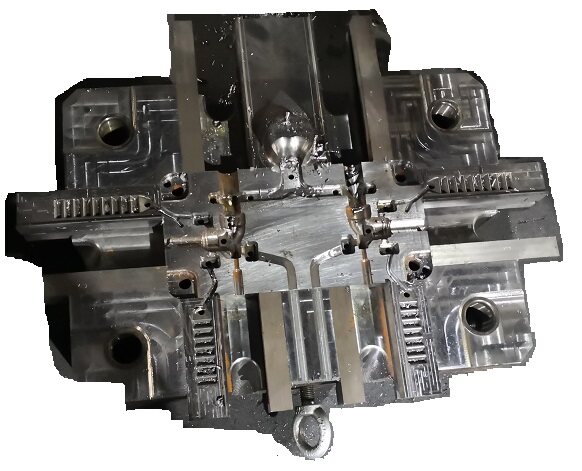
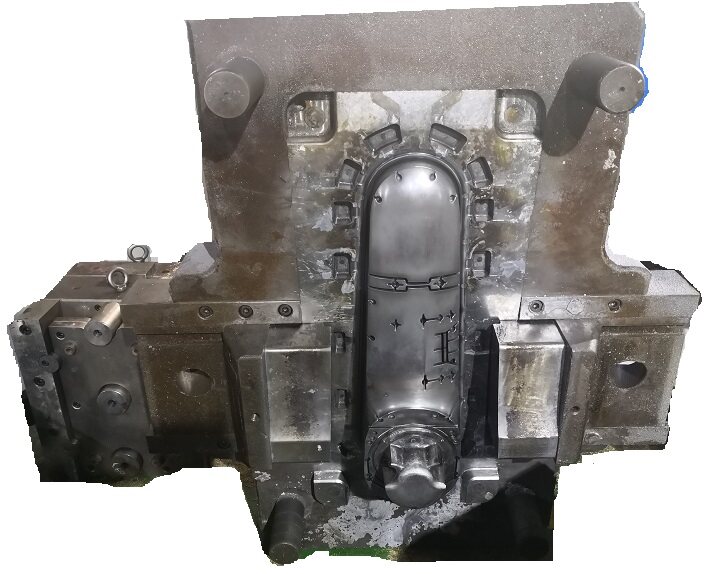
V. Contenu d'ajustement du moule à casting Die
Après avoir terminé le moule de moulage, il est nécessaire d'ajuster les conditions de moulage et les paramètres de processus corrects pour obtenir une moulage de matrice stable et produire des pièces moulées qualifiées.
Avant le test de mourant, le personnel du test de la matrice doit vérifier les matières premières en alliage pour la coulée de matrice pour comprendre les caractéristiques de la structure, des performances, des conditions, des processus et des méthodes de fonctionnement.
La sélection correcte des conditions de formation de casting de dépérisation est la clé du réglage de l'essai. Rencontrez souvent de tels problèmes, même si la conception et la fabrication du moule sont très correctes, mais en raison de la mauvaise sélection des conditions de casting et de formation, il en va de même de presser la coulée qualifiée. Au contraire, dans certains cas, les conditions de moulage peuvent être ajustées pour surmonter les lacunes du moule et presser le plâtre qualifié. Par conséquent, le personnel du test de la matrice doit être familiarisé avec le rôle et la relation mutuelle des conditions de coulée de la matrice, le principe actif du moule, afin de choisir correctement et ajuster raisonnablement les conditions de coulée de la matrice.
Le contenu des conditions de formation de casting de la matrice comprend: la température de fusion du matériau, la température de la matrice et la température de fusion, la pression d'injection, la force de verrouillage de la matrice, la force d'ouverture de la matrice, le rapport de tir de compression et la vitesse d'éclatement requise en fonction de l'état des pièces de fabrication. Enfin, les produits de moulage doivent être réparés avant d'obtenir les pièces de moulage parfaites.
ALLIAGE CUPPORT-ZINC 850-960
Principe de sélection de la température de l'alliage de casting de matrice:
1) Plus la température du métal versé est basse, plus la durée de vie de la filière est longue;
2) Ce n'est qu'avec la moulage à basse température, il est possible de réduire la profondeur du réservoir d'échappement et de réduire le danger d'éclaboussures de liquide métallique;
3) le casting à basse température peut réduire l'opportunité de resserrement de la chambre de pressage et de la tige supérieure;
4) Le casting de la matrice à basse température peut réduire la production de trous de rétrécissement et de fissures dans la coulée.
En bref, lorsque les conditions de processus le permettent, la température de l'alliage de moulage de la matrice ou choisissez la basse température pour mourir.
3, la température de travail de la moisissure
La température de travail du moule de moulage de la matrice varie en fonction de son alliage de coulée. Voici les valeurs recommandées de plusieurs moules en alliage à sélection:
Nom du moule Température de travail / ℃
Moule en alliage de zinc 150-180
Moule d'alliage en aluminium 180-225
Moule en alliage de magnésium 200-250
Moule en alliage en zinc cuivre 300
Principe de la température de travail de la coulée de la matrice:
1) La température du moule est trop basse, la structure interne de la coulée est lâche, la décharge d'air est difficile, difficile à former;
2) La température du moule est trop élevée, la structure interne de la coulée est dense, mais la coulée est facile à "souder" attachée à la cavité du moule, moule collant
Il n'est pas facile de décharger la coulée et la température élevée élargira le moule lui-même et affectera la précision de la taille de la coulée.
3) La température du moule doit être sélectionnée dans la plage appropriée, généralement, après le test approprié, le contrôle de température constant est raisonnable.
4, la lubrification du moule à casting moulué
1). Le but de la lubrification
La lubrification agit comme l'agent de séparation de la mise en service et du casting de la matrice; En tant que partie active du casting et de la presse, réduit le frottement, améliore la durée de vie de la mise en casse et réduit la durée de vie due à la fatigue thermique pour un long fonctionnement.
2). Exigences de lubrifiant
La sélection des lubrifiants doit répondre aux exigences suivantes:
A. Le moulage ne peut pas adhérer dans la cavité type;
B.Le matériau en acier qui ne peut pas corroder la surface de type de moisissure;
c.ons pour produire des gaz toxiques;
D. ne produisez pas de cendres lors du chauffage;
E. Après la lubrification doit être fixée uniformément à la cavité de type et à la surface de travail sans être emportée par du métal à haute pression.